


不要错过这部精心制作的#耐磨板#-质量过硬产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:#耐磨板#-质量过硬的图文介绍

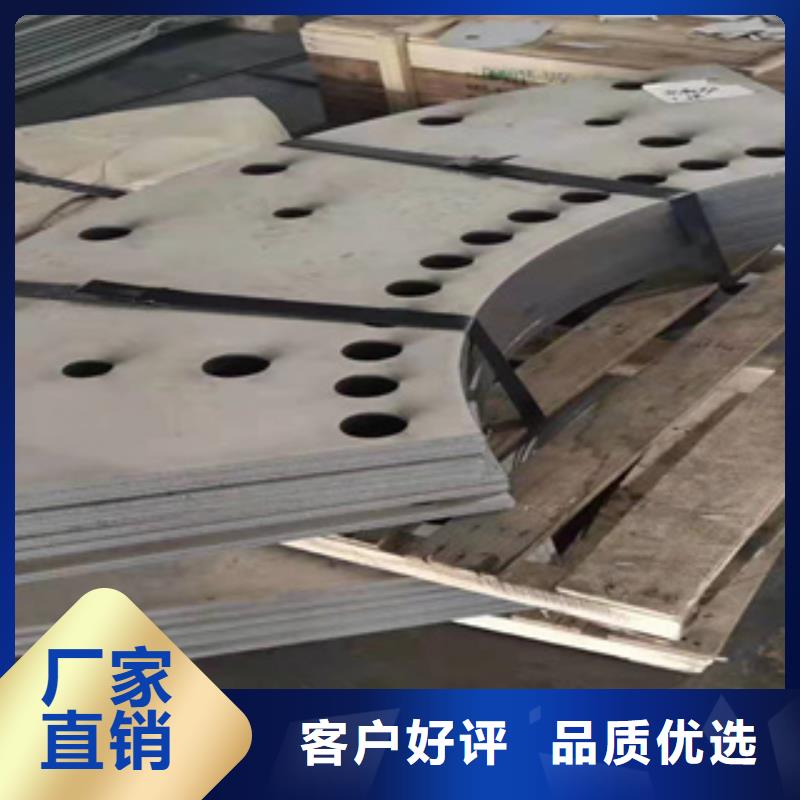
水泥行业水泥厂立磨工作时,物料经过入料溜槽进入磨机内,借助磨辊和磨盘的辊压和碾磨被粉碎;粉碎后的细粉溢出磨盘,被从磨机底部通过导风环吹入的60~70m/s以上的上升热气流烘干,并带入选粉机进行粒度筛选;合格的细粉排出磨外,不合格的粉末仍回到磨盘上进行再粉磨直至粉磨合格。 耐磨衬板在大面积严重磨损的工况下,使用效果是其他抗磨材料难以相比的,是的耐磨材料,值得推广。由此可知,立磨零部件受到块状的磨粒磨损和高速气流携带的粉末颗粒的冲刷磨损,工况条件极其恶劣,若不采用耐磨材料,多数零部件的使用寿命仅仅几个月,甚至更短。 典型的易损零部件有入料溜槽衬板、磨壳衬板、磨体护板、导风锥衬板、磨辊护套、选粉机导向叶片、回料锥形斗、拉杆护罩、刮料板及抗扭装置保护板、出口风管等。采用碳化铬堆焊复合钢板制作上述易损零部件,其使用寿命,了显著的和经济效果,使用寿命普遍3~8倍。 如选粉机导向叶片可使用2~3年,导风锥衬板和磨体护板可使用2~3年,磨辊护套可使用5~3年,回料锥形斗可使用3年以上。可为国内水泥企业节约大量生产成本,取得更大的经济效益。另外水泥行业的风机叶片、管道、输料槽内衬、挡料圈以及破碎机零件、辊压机侧挡板等都是高磨损部件,采用耐磨衬板作为它的耐磨层,可显著有效的延长设备的使用寿命,增加企业的经济效益。


煤化工行业因筛焦量大,磨损极为严重,是焦化行业典型的易损件。约需花费 的时间,极大的影响了生产进度。,连续使用6~7个月以上,筛分焦炭25万t,表面5mm厚的耐磨层仍磨损较轻,可继续使用,寿命10倍以上。 焦化厂给料机入料口与衬板也是磨损严重的易损件,是长期未解决的生产难题。采用耐磨衬板制造的入口和衬板使用1年多,入料口一次也没有维修更换,衬板耐磨层表面磨损甚微,初步估算,使用寿命均可8~10倍以上。选煤行业选煤系统中弯头、三通等管道附件、介质管道、介质分流箱、泵体、筛板、落煤溜槽、旋流器溢流管、入料保护箱等设备都是承受中强冲击磨损和磨粒磨损的设备。 利用耐磨衬板制备耐磨管/管件或在溜槽内部铺设复合板作为耐磨层,可显著设备的耐磨性,延长其使用寿命,应用良好。将加工好的耐磨衬板利用塞焊或螺栓连接的方法焊接在易磨损管道的内部,即制成具有良好耐磨耐冲击性能的耐磨管,也可直接下料制成耐磨零部件安装,如直接切割下料制作成耐磨弯头,设备耐磨性。 燃煤发电厂利用耐磨衬板制备电厂煤粉灰输送管道、中速磨煤机部件、破碎机部件、一次风机叶片、磨煤机入口风箱、选粉机进料斗、导向叶片、缓冲板、空气处理系统、运输机等设备,可工件检修更换,降低工人?。



鑫邦源特钢有限公司拥有技术精湛的自主研发团队,以满足客户需求为目标,以为用户提供高价值 吉林通化高压化肥管产品为己任,按照客户需求,为客户研制出满意放心的 吉林通化高压化肥管产品。实现 吉林通化高压化肥管产品需求多元化,质量稳定化。


双金属耐磨板的预热温度750℃焊接电源采用直流正板性,以工件的温度。焊接电流250A,焊钳采用自制的水冷式焊钳。手工电弧焊缘。焊件厚度大于5毫米时,焊前必须预热,预热温度一般在600-740℃左右。用107#双金属耐磨板焊接,电源应采用直流反接。 焊接时应当用短弧,钢板不宜作横向摆动。钢板作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。在焊接时,必须层间的熔渣,且焊接应在通风良好的场所进行。耐磨板焊好后应用平头锤敲击焊缝,应力和改善焊缝质量。 手工氩弧焊:在双金属耐磨板手工氩弧焊时,采用的钢板有双金属耐磨板201(钢板)和双金属耐磨板202。焊前应对工件焊接边缘和钢板表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。 复合耐磨板主要有以下八大性能,下面鑫州具体为大家介绍一下各大性能的特点:适应性好:用软管半自动或自动全位置焊比较方便,因此利于全位置焊。易掺合金:复合耐磨板可以用钢带卷入药粉掺合金来作成各种不同耐磨钢板,可更大范围地代替手工焊和实心钢板气保护焊及埋弧焊。


